What's on the horizon for roll forming?
By Dan Davis
The original article can be found on the August 2011 Edition of The Fabricator.
The roll forming industry is not as straight forward as it used to be. Customers demand more sophisticated shapes and quicker turnarounds. Johnson Bros. Metal Forming, Berkeley, Ill., has rolled with the changes over the past 25 years and now sees an exciting future serving the solar equipment industry.
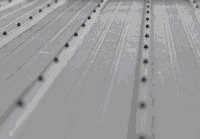
Figure 1
The days of a company roll forming simple profiles all day long are over. Now customers are asking for more complex profiles that might have bends on every side and multiple punchings—all within very close tolerances.
The shape of the roll forming business is dramatically different from when Edwin Johnson Sr. first decided to go into the business of making roll forming machines in 1947. He would be amazed at the kind of complex work his company, Johnson Bros. Metal Forming, is producing on a daily basis.
Brad Johnson, Edwin Johnson Sr.'s grandson and vice president/general manager of the family company, is smack dab in the middle of taking on those challenging assignments. Among his many duties is producing job quotes, relying on his 33 years of roll forming experience to put together competitive bids.
Gone are the days when Edwin Johnson Sr. worked on roll forming machines late at night after knocking off from his factory job. Eventually he moved to a facility in Bellwood, Ill., and worked with brothers Harold, Rudolf, and Arnold. In fact, business today only barely resembles what was being done at the company after it moved to Berkeley, Ill., in 1964 and after Edwin Johnson Jr. assumed the role of president/treasurer/chairman in 1988 after the death of Edwin Sr. Even with the changes, however, Brad Johnson sees great potential for the venerable metal forming business, particularly as it works more closely with customers in exciting new areas, such as the renewable-energy markets.
Given the momentum of the solar market, roll forming could even be considered hot.
Not the Roll Forming of Yesteryear
From the day that Edwin Johnson Sr. constructed his first roll forming machine in his basement, tested it, disassembled it so it could be removed from the house, and reassembled it in the garage, Johnson Bros. has realized the importance of having the right tools to do the job. That point became crystal-clear in the 1980s as business for lock seam tubing began to dry up as more manufacturers began to purchase their own equipment. Being that the tubing was a majority of the company's business at the time—probably about 70 percent, according to Brad Johnson—the roll former had to plot a new strategy for survival. That called for scuttling the 1940s-era lines and upgrading to more flexible equipment.
"In trying to push the shapes more, we had to get new equipment. That took a lot of the 1980s to do that," Johnson said.
The "shapes" were roll formed components for OEM customers and structural profiles, such as prefinished trim, rings, and frames. Those types of jobs always had been part of the manufacturing mix, but now they represented the future of the business.
Today Johnson Bros. has 20 roll forming lines, and only three of them were on the shop floor before 1980. The consolidation of the roll forming industry made it possible to pick up quality used equipment over the years, Johnson said, and kept the company financially viable even as the lock seam business shrank. Gone are the days of TV snack tray legs, hanging dryer tubes, torch poles, and curtain rods by the railcar load. Today the manufacture of products such as flag poles, towel bars, shower rods, and retail displays probably accounts for 25 percent of the company's overall sales.
Despite the dwindling lock seam sales numbers, Johnson said the company wanted to stay in that business because it was a solid sales segment. As the company sought more customers as part of a diversification strategy, it could count on that lock seam business to continue to bring in revenue.
That commitment prompted the company to purchase a competitor that had a large customer base in the towel and shower rod market in the mid-1990s. It was a market Johnson Bros. had tried to crack for years, and the shift of rod roll forming to China had put the competitor in a vulnerable position. Today that rod-making business has rebounded nicely and is a growing segment of Johnson's portfolio.
"We stayed in lock seam tubing whichever way we could," Johnson said.
Versatility Is the Key
The roll forming market in the U.S. has not been immune to the stresses of the global economy. Companies that once were thriving are now out of business, and others are much smaller because many of the simple forming jobs are now done for much less overseas.
Even with the challenges, roll forming remains an attractive business for those that can meet customer demands. Market research firm Supplier Relations U.S. LLC put the 2010 revenue for the U.S. roll forming business at $6.7 billion. It also reported that the industry was running at 66 percent of its full production capacity�leaving room for it to take on more roll forming activity.
Johnson Bros. has put itself in a position to do just that. Its equipment can form prepainted, prepolished, preanodized, and preplated metals with thicknesses from 0.005 in. to 0.060 in., and all unfinished and galvanized metals up to 0.150 in., depending on the shape. The lines also can perform several fabricating functions inline, such as shear forms, knockouts, perforations, miters, ring bends, embosses, notches, holes, slots, and tabs, so the parts don't have to undergo secondary fabricating operations.
"The profiles [demanded by the OEMs] were really big. In order to do that, we had to have accurate equipment. We had to have machinery that was versatile," Johnson said.
That meant replacing all of the mechanical presses on the line with precision pneumatic presses capable of 1- to 3-in. strokes. Without the need for piloting, the pneumatic presses also allow for very close tolerances compared to what the mechanical presses could deliver. Some hydraulic presses are used for long-run projects, but the pneumatic presses are much more useful for inline operations, particularly cutoffs, even in thin material.
"What we are doing with the cutoff right now just boggles my mind," Johnson said.
Advanced controls with length encoders help to ensure accuracy while the lines are running. They are especially valuable when lines are set up for gag punching�a technique to accomplish many operations in the same press die. Johnson said his shop floor team is so adept at gagging operations that parts leave the roll forming line looking as if they were stamped. Even when gag punching is not possible because of fears of stretching, presses can be added near the material entry or exit points to accommodate more fabricating functions.
The company's equipment variety is evident in one of its newer lines. The roll forming line can form bends as tall as 5 in. and accommodate 20-in.-wide raw material. That type of part never would have been possible with older equipment, but now is necessary to compete for roll forming jobs, Johnson said.
Profitability is not solely linked to machines performing multiple operations; the lines have to be running to make money. That's why Johnson Bros. employees pay so much attention to setup times.
Johnson said that roll forming tools are designed so that employees don't have to play around when feeding the material into the line. The goal is to put the right collar on the roll of raw material, feed it into the machine, and start making quality parts.
The investment in raft-type roll forming machines has been a nice addition to the equipment mix, according to Johnson. With this type of line design, each set of roll tooling is mounted on its own raft and is put on a line when needed. Items such as roll tooling, entry stands, and straightening fixtures do not require adjustments when switching out one raft for another.
Johnson added that the shop floor employees can perform multiple setups and work the controls for more than one roll forming line, so that production is never held up because one worker is occupied. They also assist the chief quality inspector by being trained to be their own quality control inspectors, further centralizing job functions with skilled operators to ensure timely turnaround of jobs.
Customers Demand Complexity
Johnson Bros. needs the skills of all of its 30 employees because customers are more demanding than ever. Unlike the general population who may wonder just what roll forming is, these customers know the basics of roll forming and are pushing these metal formers to deliver parts that have tolerances similar to stamped parts.
"With a lot of engineers coming out, they are pretty educated on roll forming. The only problem is that they usually try and get closer and closer tolerances," Johnson said. "By and large, they know what they are looking for."
That doesn't mean it's as easy as forming a simple metal roof panel (see Figure 1). Johnson used the example of a price guard molding for a retail display. They used to be made of 0.014-in. prepainted brass, and turnaround time on the job was at least three weeks. Now the moldings are unfinished 0.036 in. thick, require welding, and have to be shipped in a week.
He also mentioned a part, reminiscent of a box channel, which required more than 20 stations on a roll forming line to accommodate bends on every surface. Johnson recalled how the company's engineers had to deconstruct the original design because the prints didn't have specified dimensions.
"In the 1980s, rarely would you get anything like this. In the 1990s, maybe a little," he said. "Since the turn of the century, the stuff coming in, it's just like that."
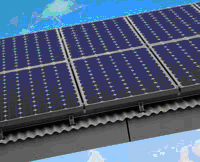
Figure 2
Because of nondisclosure agreements between Johnson Bros. Metal Forming Co. and its solar industry customers, photos of roll formed frames for the solar panels are not available. However, this photo provides an example of the metal components that can be found in a solar assembly.
Brighter Days Ahead
That may be the reason more solar industry players are working with Johnson Bros. It's surely not because they can make a simple U-channel.
After having its sales force target solar equipment manufacturers (see Figure 2) for the past couple of years, Johnson said the company is now seeing the benefits. Sales are growing steadily, and successfully completing jobs leads to more work.
The roll formed fabrications are used for framing, structural supports, reflector panels, and troughs for solar equipment. The raw material is very thin�just how thin Johnson wouldn't reveal�and the design calls for multiple holes, cutouts, and slots on the sides, instead of on the easier-to-access bottom, to be fabricated in the cutoff press.
"A lot of it almost seems like a progressive stamping die combined with roll forming. We have gag punches that come into play as the die is traveling. And the main reason that we have to do it all there is the tolerance, where you get a lot of stretch if you were to use a prepunch," Johnson said.
In addition to framing, structural elements are being roll formed too. Johnson theorized that the solar equipment manufacturers are intrigued with roll forming for these parts because extrusions may cost more when including all the extra fabricating that needs to be done in secondary operations and because creating stamping tooling for these specific jobs is not cost-effective.
The company's 35,000 sq. ft. of production space, spread over two buildings, is currently humming, producing these and other parts. Johnson said the future looks bright enough and that he expects the company to reach prerecession revenue levels of $8 million by next year. Plans are under way to move to a larger facility.
Sixty years after Edwin Johnson Sr. constructed his first roll forming machines, the same reason for Johnson Bros. Metal Forming's success still applies: roll forming talent.
"Key people, especially with the design capabilities, are important," Johnson said. "Not just the guy that sits in the office, but he's in the shop as well. Those are the types of people that can make or break a company's ability to produce complex roll forming."
Equipment helps, but people will help shape this metal former's future more than anything else.
|